
















The Importance of a Paint Facility
One of the largest outlays in setting up a framebuilding business is a paint facility, by that I mean to include a totaly enclosed, dust free paint booth.
It is a large expense to set up and maintain, because it takes up a lot of space. It therefore it prohibits one from working out of their home, or some tiny hole-in-the wall shop. In most places you can’t spray paint in a residential neighborhood anyway. You have to own or rent space in an industrial area.
Rent is a huge overhead when running any business. It is the reason I eventually went out of business in 1993 when the demand for road frames dropped to a level where I could not generate enough income to pay the rent on a 1500 sq. ft. industrial unit.
I could have maybe squeezed into a 1000 ft. space, but the rent would not have been that much lower, plus I would have had the expense of moving, costing money I didn’t have.
My paint booth was totally enclosed, it measured 20 x 20 feet. That is 400 sq. ft. and with at least a 3 foot space required all around it, you can maybe appreciate that any space under 1500 sq. ft. for the rest of the shop would be a squeeze.
At one end of the booth was a large fan that drew the air from inside the booth and exhausted it through a 2 ft. diameter vent through the roof. The air was drawn through replaceable filters that caught the paint over-spray.
At the opposite end of the booth were air intake filters. These were “Sticky” so they caught dust and prevented it from entering the booth. The booth had a partition inside, one side to hang frames being painted, the other side was where the painting took place.
The partition prevented frames waiting and those just pained, and therefore still wet, from getting over-spray on them. I also had an electric paint curing oven that baked the paint to 250 degrees. This was another essential piece of equipment, as It allowed paint to be sanded for the next coat in an hour or so, rather than wait a day or more for it to air dry.
Owning a similar facility with a paint booth, is also the reason why I never started up again years later when the demand for road frames picked up. My shop cost $30,000 to set up in 1983, today that figure would be closer to $100,000. Too large an initial outlay, with no guarantee I would ever see a return on the investment.
Is it essential to have a paint facility? I am often asked. The answer is no, but it is for me. Many framebuilders build frames and ship them somewhere else to be painted. But the paint job is more than half the profit in building a frame.
To me, the paint is as important as the building of the frame, and the two go hand in hand. The paint is what the customer sees, it is too significant to be left in the hands of some outside entity. I would never build frames and not have total control over painting them.
There is the cost of shipping the frames both to and from the painter, and there is also the time factor. When you have your own facility you can handle a rush job easily. Mistakes and flaws can be fixed immediately, and even a complete strip and re-paint is not the end of the world.
The one drawback is, you have to produce enough frames to warrant the expense of owning your own paint facility. One or two frames a week won’t cut it. Initially I painted myself, but at the height of my production in the mid-1980s, it became necessary to train and employ a full time painter. I produced as many as 30 frames a month. It was a good and profitable business.
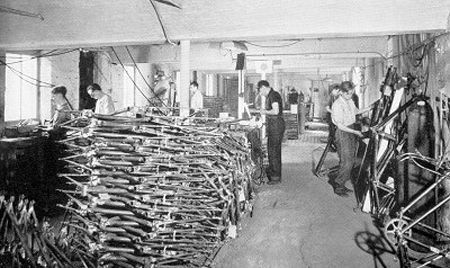
When the demand dropped below 20 frames a month, I could lay off employees, but I still had the rent and overhead on the fairly large industrial space. Times have changed. In the eighties if you wanted a top of the line bicycle frame, it was hand brazed, lugged steel.
Those days are gone forever, and it is the reason why builders like Ben Serotta, myself and others are no longer building frames. And really I do not need to build anymore frames, there are thousands of them still out there. They come up for sale ever week on eBay and Craig’s List, many of them hardly used and still in mint condition.
Even on frames that have had a lot of use, the paint has held up well, which speaks volumes for my always having my own paint facility.

![]() To Share click "Share Article" below
To Share click "Share Article" below
 Comment, Framebuilding
Comment, Framebuilding 






Minimalist
I always took the minimalist approach to frame design and building. Less is more, and why do more than is necessary, especially if it doesn’t improve the end product. My bottom bracket gear cable guides were an example of this.
On my custom frames I filed two grooves with the corner of a square file, brazed a piece of wire across the groove, and then drilled a hole through. (See picture above.)
When I started production on the John Howard frames in 1983 and the Fuso a year later, I simplified the procedure. I filed two grooves with a small round file, took a short piece of automotive steel brake fluid line and brazed it in the groove, finishing it off by chamfering the edges with a hand held belt sander. Very simple and it did the job. (See below.)
There were always critics who questioned, “Isn’t it a bad idea to have the bare cable touching the paint.” To which I answered:
If I brazed a channel that covered the whole area where the cable went around the bottom bracket shell, it would then be painted and the cable would still run on the paint. It would take longer to produce, look ugly, and not really improve anything.
Throughout the 1970s gear cables were run through cable guides that were brazed to the top of the bottom bracket. These were of course painted along with the rest of the frame, and the cable ran on the paint, which is why I knew it would be okay. The cable runs in one position and the constant movement of the cable prevents it rusting. (See below, a 1972 Italian Masi.)
The cable guides on top of the bottom bracket collected dirt and made it harder to keep the bike clean in that area. By the 1980s framebuilders realized a neater and much simpler idea was to run the cables under the BB. It has been pretty much standard practice ever since.
Someone on Facebook questioned the cables running on the paint.
Why didn’t I do it this way? With a picture (Right.) of someone else’s frame.
As usually happens on the Internet others chime in with comments like, “Oh yea, that always concerned me too.”
Next I find myself writing lengthy explanations, getting really annoyed that I am having to justify something I did 30 years ago. Then I realized people send me pictures of the underside of the Bottom Bracket with the frame number stamped on it. I always save these pictures so I pulled up several from my archives.
Fuso frames numbering from 020 (Above.) to 693, old frames built from 1984 to 1986. All with original paint, some with the bare frame with the cables removed, showing surprising little wear at all. They say a picture is worth a thousand words, and it is true in this case. I have about 8,000 or 9,000 worth here.
So if this is something that has concerned you in the past, look at these pictures and realize you are worrying about a problem that doesn’t exist. The latter frames shown had BBs made by the Japanese Takahashi Company. These had the cable guides cast in the shell and I didn’t have to do a thing. The others were finished in the manner described earlier.
I am always willing to answer questions about my framebuilding practices, but please use a little respect and tact when doing so. When someone asks “Why did you not do it this way?” it is a direct insult, and implies I didn’t know what I was doing.
In 1985 I used it on the Recherche frames, it saved a lot of time and ended the controversy of cables running on paint.